Instruments un palīgaprīkojums:
Beidzot esam tikuši līdz gandrīz mehāniskajam metālapstrādes procesam. Neskatoties uz to griezējinstruments tika iegādāts jau kādu brīdi iepriekš. Tā tipu noteica piedāvājums, jo tas īsti nav klasiskais "Loli-Pop" mill head, kuru mūsu vietējie piegādātāji vai nu nemācēja atrast, vai nu arī mēs nemācējām pareizi paprasīt. Tas kas uz doto brīdi bija pieejams tika arī iegādāts. Nākamā viennozīmīgi brauks no US pa tiešo, ja vietējiem joprojām nebūs.
Tālāk tiek izgatavots konduktors pie kura stiprināt dzinēja galvu, tā lai tā nezaudētu pozīciju arī to apgriežot pa 180deg.
Protams arī balsta distanceri un centrējošās buksītes. Balsta distanceru ģeometriskie izmēri, respektīvi to garums ir kritiski svarīgs, tamdēļ to noteikšanai tiek izmantots Faro lai manuālas mērīšanas kļūdas ietekmi maksimāli samazinātu. Neskatoties uz to pielaižam vienu kļūdu izgatavojot balsta distancerus no alumīnija. Tos apspiežot tie nedaudz bet sasēžas, kas turpmākajā procesā atstās savu ietekmi.
Nu lodēšana tā ir nosacīta,jo,,lodējot tiek uzkarsēta detaļa un izkausēta lode,, šie stieņi īstenībā ir vienkāršs bismuts,kuru pazina un lietoja jau pag.gadsimta30tajos.Pašizmaksa smieklīga,bet tagad šo aizmirsto lietu pasniedz kā baigo hai teksu.Izkausētā bismutā šķīst alumīnijs,tādējādi tiek panākts salīdzinoši drošs savienojums.Mazas detaļas tā lodēt,kad piešaujās, ir baigi ok.
Es parasti tā saķeru alimīnija konstrukcijas pirms vest metināt,bismuta klātbūtne vēlāk netraucē metināšanai.
Terminoloģijā latviešu valodā nosaukuma šai metodei nav.
Pienācis laiks testēt mašīnkodu un lūkot kā tas materializēsies. Sākotnējā ideja bija sākt ar koka kluci, tomēr tika nolemts uzsākt ar putuplasta gabalu, jo nebija īstas pārliecības par mašīnas darbības atbilstību virtuālajai simulācijai.
Sabojāt griezējinstrumentu un arī pašu mašīnu ir ļoti viegli. G-koda apjoms sastāda ~ 5Mb rakstzīmes, ko fiziski nav iespējams pārbaudīt.
Darbinām CNC apstrādājot putuplasta gabalu tikai no ieplūdes puses.
Bingo, labi ka tika uzsākts ar putuplastu, aizdomas apstiprinājās, Mastercam ģenerētajā mašīnkodā bija kļūdas.
Tiek labotas kļūdas vietās, kur skaidri redzamas mašīnas darbības pēdas, kuras neatbilst vispārpieņemtiem apstrādes principiem.
Iepriekš minētās kļūdas ir novērstas un pienācis laiks testēt koka kluci Konstantīnu.
Mērķis notestēt galvas apgriešanu, un pārbaudīt vai nav kādas aplamības ar padeves un griešanas ātrumiem, uz koka tas būs lieliski novērojams.
Šādas tādas nepilnības vēl izlec, bet tās ir viegli novēršamas.
Ir kada jega pirkt no US un chakareeties ar muitaam un ilgo parsutishanu? Visu vajadziigo tak tepat ES var nopirkt, nu vismaz, Vacijaa es varu atrast visu, arii to, par ko musu balinji dzirdejushi nav.
30 Jun 2016, 09:36:34 kba-pro rakstīja:
...
Tā tipu noteica piedāvājums, jo tas īsti nav klasiskais "Loli-Pop" mill head, kuru mūsu vietējie piegādātāji vai nu nemācēja atrast, vai nu arī mēs nemācējām pareizi paprasīt. Tas kas uz doto brīdi bija pieejams tika arī iegādāts. Nākamā viennozīmīgi brauks no US pa tiešo, ja vietējiem joprojām nebūs.
...
----------------- Actually, dumbass, helmets and body armor save lives. Loud pipes just annoy the neighbors.
Braucu ar: Husqvarna TE300i, 1290 Super Adventure un TLC120
Spriežot pēc konfigurācijas, šis nav specializētais 5 asu cnc aparāts, bet lētucis 3 asu haas ar atsevišķi piekombinētu 5 axis rotary table, nezinu ka pareizi latviski sauc.
Kā ir ar precizitāti un funkcionalitāti šādam te risinājumam??? Izklausās jau ļoti "saldi" - nopirki pa 40-50E trīsasnieku, piepirki pa 15-20E rotary table, un ieguvi 5 asu apstrādi, ta vietā lai pa 200E pirktu specializēto aparātu, no kāda Hermle vai tamlīdzīga ražotāja????
P.S. Paskatījos - pa 20 ne sūda nekas jēdzīgs nesanāk, vajag vismaz 35, bet tik un tā lēti
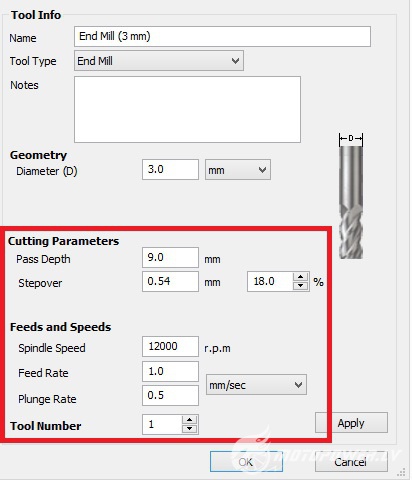
Par tik cik agrāk ir nācies frēzēt tikai koku, bet ir šis un tas ko no alumīnija un dzelzs gribas izgriezt. Varbūt varat pateikt kādi būtu vēlamie dotā urbja iestatījumi priekš alumīnija un dzelzs?
Ir kada jega pirkt no US un chakareeties ar muitaam un ilgo parsutishanu? Visu vajadziigo tak tepat ES var nopirkt, nu vismaz, Vacijaa es varu atrast visu, arii to, par ko musu balinji dzirdejushi nav.
30 Jun 2016, 09:36:34 kba-pro rakstīja:
...
Tā tipu noteica piedāvājums, jo tas īsti nav klasiskais "Loli-Pop" mill head, kuru mūsu vietējie piegādātāji vai nu nemācēja atrast, vai nu arī mēs nemācējām pareizi paprasīt. Tas kas uz doto brīdi bija pieejams tika arī iegādāts. Nākamā viennozīmīgi brauks no US pa tiešo, ja vietējiem joprojām nebūs.
...
Šobrīd vairs nav, jo $ ir dārgs. Kā jau minēju jēga ir tikai tad ja EU nav piedāvājums. Varbūt vari ko paskatīties, tādu kā Archy96 bija ielicis bildītēs.
01 Jul 2016, 11:43:03 ANR rakstīja:
Par tik cik agrāk ir nācies frēzēt tikai koku, bet ir šis un tas ko no alumīnija un dzelzs gribas izgriezt. Varbūt varat pateikt kādi būtu vēlamie dotā urbja iestatījumi priekš alumīnija un dzelzs?
Pamēģini šo http://zero-divide.net/?page=fswizard kaut gan droši vien jau zini.
Mazās frēzītes ir atsevišķšs stāsts, parasti griešanas iestatījumu piedziņa notiek "metodom nauchnogo tikanija". Ja gatavojies griezt plānus alumīniju, tad ļoti liela vērība ir jāpievērš apstrādājamā materiāla stiprināšanai.
01 Jul 2016, 10:44:32 Archy96 rakstīja:
Spriežot pēc konfigurācijas, šis nav specializētais 5 asu cnc aparāts, bet lētucis 3 asu haas ar atsevišķi piekombinētu 5 axis rotary table, nezinu ka pareizi latviski sauc.
Kā ir ar precizitāti un funkcionalitāti šādam te risinājumam??? Izklausās jau ļoti "saldi" - nopirki pa 40-50E trīsasnieku, piepirki pa 15-20E rotary table, un ieguvi 5 asu apstrādi, ta vietā lai pa 200E pirktu specializēto aparātu, no kāda Hermle vai tamlīdzīga ražotāja????
P.S. Paskatījos - pa 20 ne sūda nekas jēdzīgs nesanāk, vajag vismaz 35, bet tik un tā lēti
Šis Archy96 nepavisam nav no lētā gala. Iekārta nodrošina ļoti labu precizitāti un to nezaudē arī uzliekot 4tās un 5tās ass galdu.
Par cik šis topiks ir par to, KĀDĀ VEIDĀ sasniegt mērķi tad izmatojam, mācāmies strādāt un adaptējamies tam kas ir pieejams.
Protams, operācija prasa papildus uzmanību un nav tik efektīva laika ziņā, kā specializētais darba galds, bet ar to pietiek, lai izdarītu to ko vēlamies un kvalitatīvi. Jāņem vērā, ka galva ir jāpalauza un daudzas lietas ir jāpārdomā lai pielāgotos mašīnas tehniskajām iespējām.
Jāsaka kvalitāte būtiski neatpaliek no tā, ko piedāvā specializētie darbagaldi, it īpaši ja ņem vērā apstākli ka CNC portjob reklāmas bildes apstrādā fotoshopā un bildē īpašā apgaismojumā studijā.
CNC headworks:
Šeit vair nav daudz ko stāstīt, jo vis galvenais un lielākais jau ticis sadarīts iepriekš.
Īss rezumē:
Mehāniskās apstrādes reizes:
- No ieplūdes puses 4 piegājieni pa sauso + viens smooth ar dzesēšanu, summā ~ 5 mašīnstundas
- No vārstu puses 4 piegājieni pa sauso + viens smooth ar dzesēšanu, summā ~ 5 mašīnstundas
Galvenie faktori, kuri ietekmēja apstrādes laiku:
- uzlodējuma kārtas biezums
- uzlodējuma cietība
- griezējinstrumenta veids
Braucu ar: Husqvarna TE300i, 1290 Super Adventure un TLC120
Gan jau, ka virsmas raupjuma pakāpe arī ietekmē apstrādes laiku, šeit, es skatos, diezgan rupju esi atstājis, tā vajag????
Ja rēķināt, ka viena darba stunda uz šāda aparāta budžeta versijā varētu izmaksāt kādi 60 Eiro, tad šeku reku mums sanāk jau 600 Eiro uz mehānisko apstrādi vien. Tad vēl visi mērīšanas darbi, palīgierīces, mākslas ģenerēšana solidworkā - es teiktu, ka reāli kaut kur uz 1.5 Eiro šis pasākums pavilktu klientam, tā ir????
02 Jul 2016, 14:25:33 Archy96 rakstīja:
Gan jau, ka virsmas raupjuma pakāpe arī ietekmē apstrādes laiku, šeit, es skatos, diezgan rupju esi atstājis, tā vajag????
Ja rēķināt, ka viena darba stunda uz šāda aparāta budžeta versijā varētu izmaksāt kādi 60 Eiro, tad šeku reku mums sanāk jau 600 Eiro uz mehānisko apstrādi vien. Tad vēl visi mērīšanas darbi, palīgierīces, mākslas ģenerēšana solidworkā - es teiktu, ka reāli kaut kur uz 1.5 Eiro šis pasākums pavilktu klientam, tā ir????
Virsmas raupjums 0,1 mm. Uz tausti ir ļoti labi, vizuāli gaismēnu spēles dara savu un izskatās tā, kā izskatās. Virsmas raupjumam jābūt. Vai 0.1 vai 0.05, vairāk vai mazāk, grūti teikt. Viennozīmīgi nedrīkst būt gludi slīpēts vai pulēts.
Par izmaksām varu tikai teikt tā, ka lielāko daļu sastāda inženierija. Mašīna izdara tikai to ko viņai liek darīt. Vidēji Eiropā šādas klases inženiera legāla darba stunda maksā sākot no 90 – 150 Eur/h. Domāju, ka pie rūpnīcu komandām vai izpētes centros to var pareizināt ar koeficientu 1,5-2 iespējams pat vairāk.
Cik mums tas izmaksāja?? Šo to izmaksāja, bet tas nav galvenais. Galvenais ir zināšanas. Bet ja spriež par izmaksu līmeni CNC portēšanai, tad skaidrs ir viens, ka cipars ko prasa atbilstošas specializācijas workshop’i tāds varētu arī būt.
jo uz pulētas virsmas nosēžas pilieni (spogulis vannas istabā), resp., pulēta virsma bojā degmaisījumu, cenšoties piesaistīt benzīna pilienus. Kā arī - viena no labākajām aerodinamikām pasaulē ir haizivij un haizivs āda neesot gluda (čamdījis neesmu)
[ Šo ziņu laboja shkapars, 03 Jul 2016, 21:00:00 ]
Braucu ar: Husqvarna TE300i, 1290 Super Adventure un TLC120
03 Jul 2016, 21:01:21 Geduss rakstīja:
Kā tam metāla CNC to detaļu nopozicionēji? Viens ir ielikt kluci un no nulles, bet veselu detaļu notrāpīt koordinātēs, pavisam kas cits.
Nezinu kā šeit, bet gudrajiem aparātiem ir savi mērtausti, ar kuriem nostaigā pa detaļas virsmu un piefiksē gabarītus un novietojumu - kaut ka tā
Pats svarīgakais moments - CIK ZIRGUS IEGUVĀM??????






 Offline
Offline